By chance I found a company on the net that make EDM and ECM machines. I knew what an EDM machine was (electrical discharge machining) but ECM was new to me. Apparently it could be used to form 3D objects in hard materials and also for drilling really long holes. One example is that of drilling holes down the length of turbine blades. I won't go into the detail of ECM but it is basically the reverse of electroplating, you are de-plating the workpiece with by passing a current between it and another electrode through an electrolyte (can be salt water hoorah!!). To get detail you put the electrode really close to the workpeice which creates a high current density. You also insulate the parts of the electrode that are not at the "cutting edge". For deep holes they even use glass tubes with a wire down the middle. The current flows out of the tube dissolving the surrounding area. If the gap is kept small the hole is also precise.
The main important things in ECM seem to be:
1: A small gap, to get the required accuracy.
2: Clean electrolyte, it needs to be filtered (unlike mine), why? see 1.
3. Good gap flushing, see 1 again.
To keep the gap free of debris they electrode used for holes is normally a tube, the fluid is pumped through the tube at high pressure to ensure the gap is constantly flushed. For dies, there will normally be a set of holes for flushing or I think they may flush though gap from one side to the other but now I am guessing
For more details see: http://www.unl.edu/nmrc/ECMoutline.htm
My test rig is just a simple manual set up based on my trusty adjustable PSU with 1.5 amp current limit. The electrode is a brass pinion gear soldered onto a length of brass tube. This is attached to the end of some PVC pipe that allows the salt water to be pumped from the reservoir though the electrode and between the gap. The pump is just a windscreen washer pump, quite powerful but doesn't fight against back pressure much, might need something better later. The z axis is just a small hand operated stage and the workpiece is a scalpel handle (no good reason why).
The electrode was insulated on it's sides with 5min epoxy and this was the downfall of the experiment, it flaked off so there was a lot of erosion going on on the sides of the electrode during machining. That is why the hole is more of a flower than a gear.
I will use high temp lacquer next time as used on copper wire etc. Should work much better.
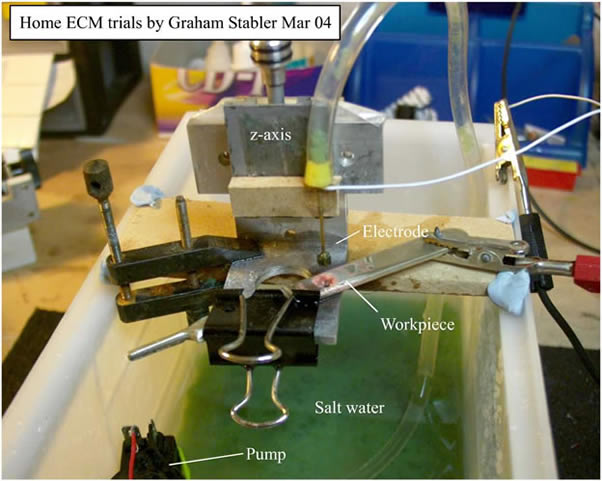
The rig, don't laugh, it was a rush job. Decided to put the business end above the tank rather than submerge the job, this seemed sensible and I could see what was going on.

The result, the pump electrode clogged before getting right through, next time I will add a filter. The whole is rough but burr free, promising but disappointing.
Why do I want to do this? Easier than EDM to do at home, quite fast and allows hard materials to be machined with "soft electrodes" plus no wear on the electrode. I'd like to make moulds and random holes through ball bearings :)
More to come I hope
Graham