Necessity is the mother of all invention but I have to say I did not really need a 5th axis nor did I invent it. However after I decided to make a 5th axis for the Proxxon I did need to work out a way to do it on such a small machine.
All my inspiration has come from Rab's Rainnea CNC website. He has made a number of 4 and 5 axis machines based on both a Taig mill and from scratch. I decided to follow the method he used on his Taig and use my existing 4th axis rotary table and add another rotary axis to allow the spindle to be rotated. This allows me to mill on five sides of a cube (you need to hold it after all) drill holes at any angles and other cool stuff. Chess pieces or more likely pilots for my models are obvious examples.
Other advantages relate to speeding up the milling process. A slope for example would most probably be milled will a ball ended mill with a step over set to be small enough for a good finish. Adding a rotary axis to the spindle means that an endmill can be used with a step over of just less than the diameter of the cutter. This applies to milling more complex forms as well. Also operations like engraving onto spherical objects become possible.
Did I mention it was cool?
Problem 1:
Rab's method of conversion was to remove the milling spindle and replace this with a small rotary table to which was mounted a router. Firstly the router is lighter than the original spindle which helps considering the extra weight of the rotary table and also reduces the load on the rotary axis. Secondly, it has a high speed which is good for the type of work Rab seems to have done.
The problem is that the spindle of the Proxxon is a one piece unit, the big green lump is one piece and includes bearing mounts for the spindle, and the dovetail for the z axis.
Therefore before I could do anything else I needed to make a dovetailed carriage that could slide up and down for z movement and have a rotary table attached to it.
I made this as a modular unit, both to split up what seemed like a big project but also to allow me to make other bolt on attachments if I saw fit. Things like a vinyl cutter with blade rotation or something.
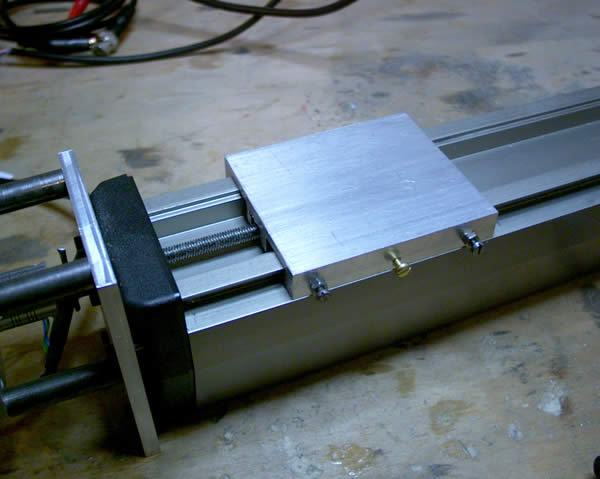
Below is the dovetailed slide in all its glory. It is made from aluminium and uses the original gib strip and Delrin nut from the proxxon spindle assembly. I runs very well indeed, at least as well as the original and possibly better as the nut is a better fit in my version.


Problem 2: The proxxon spindle is quite a lump and one piece as I mentioned. There is no way I could rotate it even if I wanted to. The required table would be far too heavy and the whole thing just too big for the mill. I thought about other spindles and there are not all that many possibilities at this size if you don't have much cash. I had an old battery operated mini drill that I considered for a time (I would have powered it from a PSU) but it has no oomph and the bearings are poor. I also considered my dremel but this too is surprisingly heavy so it would need quite a hefty rotary table with the associated weight.
Then I remembered the useful if seldom used accessory: the flexible shaft. This can deliver the full Dremel whammy but it really doesn't weigh anything. Perfect I thought so the plan was hatched.
The first thing required was a rotary axis, now strangely enough before this project really got started I had been day dreaming about a 5th axis. This is what happens when you build a 4th axis. I thought to myself all I need is another small gearbox like the one on the 4th axis and a light weight spindle and I am there. Then something weird happened, now bearing in mind that the first gearbox was taken from a surplus aerial tuning unit bought at a radio rally when I walked into my place of work and saw a box of junk waiting to be chucked out the last thing I expected to see was an identical gearbox, only 30:1 this time but the same size and made by the same people. Well it was fate or perhaps I always dream about a 5th axis and am lucky not to work in a burger bar.
I don't have any intermediate photos so I will have to go straight to the money shots
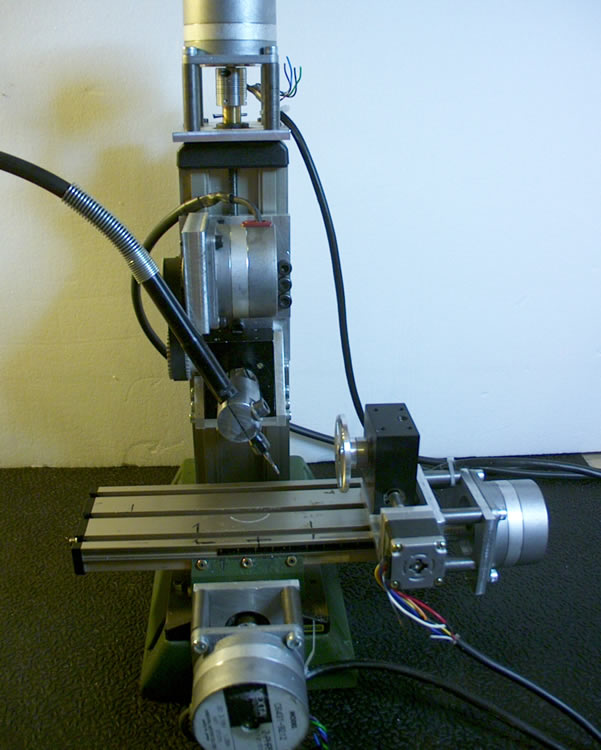


I would love to say all the parts were made on the Proxxon but sadly only one part was CNC'd, that is a circular cut out in the side plate that gives clearance for the large sprocket. Other that that it was all done on a manual Bridgeport with DRO, thanks again to the guys in the workshop for tolerating me!
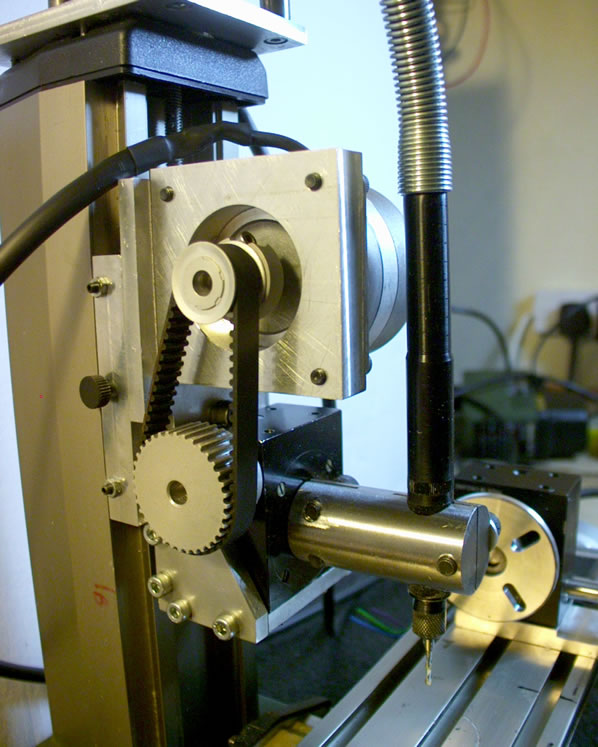
The construction is pretty simple, a 6mm ali back plate with a bracket to hold the gear box (black thing) bolted on with M4 bolts. The side panels add stiffness and look nice. The motor is held in a block made for a different project that is in turn bolted to the back plate through slotted holes for belt tensioning. The belt and sprockets are surplus and give a 2:1 ratio making the total gear ratio from motor to spindle 60:1. The belt was actually used for convenience of mounting but the extra resolution is appreciated. The large gear had a bore too large for the shaft, I machined a brass insert that was turned and reamed to be a tight fit on the shaft and gear, this was carefully drilled and then tapped so that the original grubscrews would grip this as well as the gear while pressing on the shaft. The spindle holder is steel and uses a clamping action to hold both shaft and spindle.
Unused on 17th Jan 04 hopefully not for long.
Graham